
news
 熱門推薦
熱門推薦
 不銹鋼崗亭優(yōu)點
不銹鋼崗亭優(yōu)點
 蘭州不銹鋼崗亭定做
蘭州不銹鋼崗亭定做
 小型移動廁所定做
小型移動廁所定做
 真石漆崗亭定做廠家
真石漆崗亭定做廠家
 蘭州蘋果艙定做廠家
蘭州蘋果艙定做廠家
 小型蘋果艙定做
小型蘋果艙定做
 蘭州警務崗亭定做
蘭州警務崗亭定做
 蘭州真石漆崗亭
蘭州真石漆崗亭
 可移動裝配式蘋果艙
可移動裝配式蘋果艙
 蘋果艙廠家
蘋果艙廠家
 蘭州蘋果艙定做
蘭州蘋果艙定做
 蘋果艙民宿房
蘋果艙民宿房
 蘋果艙辦公室
蘋果艙辦公室
 蘭州微型太空艙定做
蘭州微型太空艙定做
 歐式真石漆崗亭
歐式真石漆崗亭
 真石漆保安室崗亭
真石漆保安室崗亭
 真石漆崗亭定做
真石漆崗亭定做
 真石漆崗亭
真石漆崗亭
 蘭州移動廁所廠家
蘭州移動廁所廠家
 生態(tài)衛(wèi)生間定做
生態(tài)衛(wèi)生間定做
 移動公共廁所定做
移動公共廁所定做
 移動公廁定做
移動公廁定做
 環(huán)保移動公廁
環(huán)保移動公廁
 警務崗亭定做
警務崗亭定做
 移動廁所定做
移動廁所定做
 售票亭定做
售票亭定做
 吸煙亭定做
吸煙亭定做
 蘭州金屬雕花板崗亭定做
蘭州金屬雕花板崗亭定做
 吸煙室崗亭
吸煙室崗亭
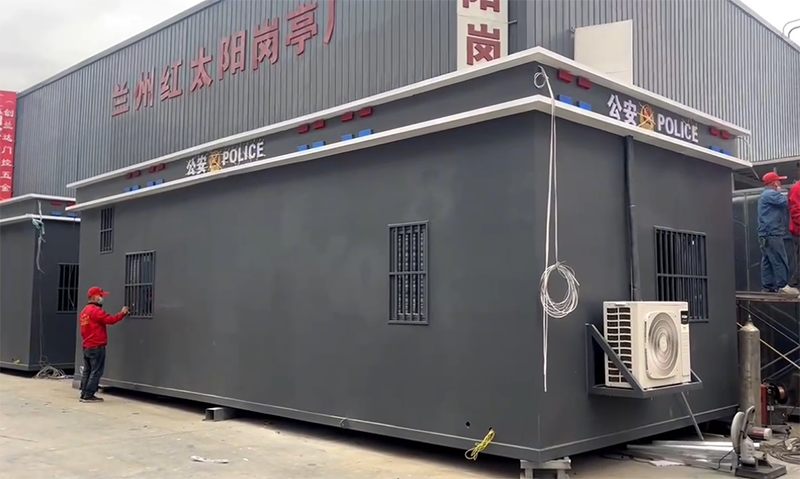
 警務崗亭
警務崗亭
 蘭州金屬雕花板崗亭
蘭州金屬雕花板崗亭
 金屬雕花板崗亭
金屬雕花板崗亭
 鋼結(jié)構(gòu)崗亭
鋼結(jié)構(gòu)崗亭
 蘭州不銹鋼崗亭
蘭州不銹鋼崗亭
 門衛(wèi)室崗亭
門衛(wèi)室崗亭




 當前位置:
當前位置:
 公司地址:蘭州市榆中縣和平鎮(zhèn)蘭州毅德商貿(mào)城一期啟動區(qū)第E11002002幢一層12號
公司地址:蘭州市榆中縣和平鎮(zhèn)蘭州毅德商貿(mào)城一期啟動區(qū)第E11002002幢一層12號
 聯(lián)系我們
聯(lián)系我們